








本文
樹脂造形に関してよくあるご質問(FAQ)
樹脂造形装置をはじめてをご利用される方、またご利用をお考えの方のために、よくあるご質問をまとめました。
よくあるご質問
Q. 6 記載にある最大造形サイズよりも、大きいものをつくりたいのですが
利用の流れを教えてください
原則として以下の通りとなります。
(1)電話やメールでデータの入稿方法を相談、決定
(2)データ入稿、お支払い
(3)造形
(4)モデルの引き取り(データ入稿時に引き取り日を決めます)
また、実際の造形工程を下の動画で紹介していますので、ご参考ください。
精度はどれくらいですか
サイズ、造形時の配置によって異なるため、明記出来ません。
原理上、造形物には、積層後に3%程度の異方的な収縮が生じます。そのため、収縮を見越してデータを拡大変形させて造形しています。この処理のパラメータは一様であるため、造形するサイズが大きくなるほど誤差は大きくなります。また形状によって“そり”や“曲がり”等、上記に示した誤差よりも大きな変形が生じる場合がございます。
造形に必要なデータ形式を教えてください
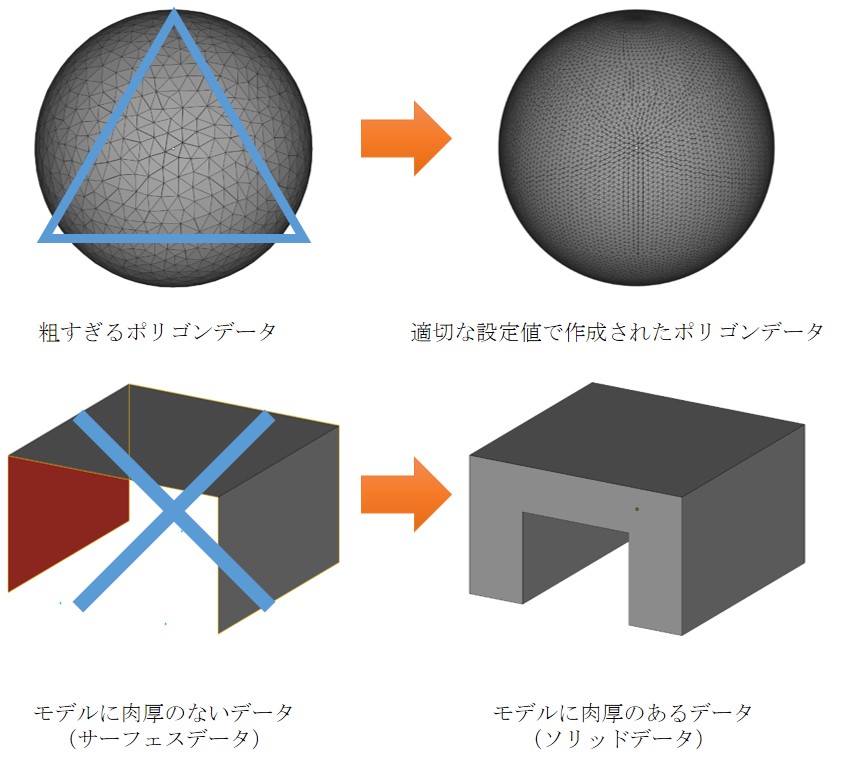
STL形式です。
STL形式は三角形によるポリゴンデータです。当装置で推奨する三角形の1辺の長さ(偏差)は0.01mmです。またSTLファイルは、ソリッドの状態で,装置で造形できる最小の肉厚よりも厚い状態(大型機:0.8mm、精細機:0.3mm)で作成してください。
ヤスリがけ、塗装は出来ますか
可能です。
ヤスリがけは、下地塗装後の表面で実施すると効率的です。
塗装は、上記の下地処理後に行うことをおすすめします。
造形品の穴あけ、ねじ切り等の後加工はできますか
どの樹脂造形装置の造形品も、穴あけ、ねじ切り等は簡単に行えます。
記載にある最大造形サイズよりも、大きいものをつくりたいのですが
データを分割して造形し、組み上げることで可能となります。
分割位置や方法がわからない場合は、事前にご相談ください。
造形品の耐熱性能は
融点が190℃前後、再結晶化温度が140℃前後、ガラス転移点が50℃程度です。
造形品の厚さにもよりますが、ガラス転移点を越えると徐々にやわらかくなっていきます。試験的に造形品を加熱し、手で曲げてみたところ、60℃の時点で明らかに軟化していることを確認しました。
材料は何ですか
造形メーカ指定のナイロン粉末です。
大型機はPA12(ナイロン12)、精細機はPA11(ナイロン11)を使用します。材料のお持ち込みによる利用はお受けしておりません。
苦手な形状は
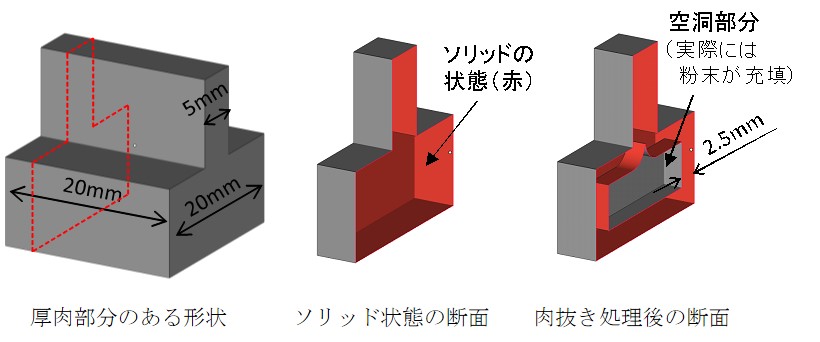
厚肉形状、押出成形向けの形状です。
厚肉部分のある形状は、肉厚が6mm以上の立方体が内包できるソリッド部については、肉抜き処理をさせていただく場合がございます。押出成形向けの形状では、そりや曲がりといった変形が比較的大きくなりがちです。
大型機と精細機ではどのような違いがありますか
最も大きな違いは、ワークエリアと造形品の色です。精細機による造形品は黒になります。
ただし、精細機は大型機よりも微細な造形が可能ですが、大型機の方が表面は滑らかです。勘合させる部品(電子部品筐体など)などには精細機をお勧めしています。精細機の造形品は比較的軟質に仕上がります。剛性を求める造形には、大型機をお勧めしています。
