







本文
RP技術の電子材料への応用(多摩発表)
小金井 誠司[発表者]、長谷川 孝(城東支所)、大森 学(電子・機械グループ)、土井 正、浦崎 香織里(表面技術グループ)
1.はじめに
RP技術は、製品試作や製品デザイン模型などの造形分野が主流となり普及しているが、精細なRP技術の特長を活かした応用分野の拡充も望まれている。そこで、RP基材(アクリル系樹脂)を誘電体材料として、誘電体特性を利用する電子材料への応用を探ることにした。また、電子材料としての評価には、導体面の形成が必要不可欠のため、無電解めっきによりRP基材面に薄い導体層を形成させる条件の検証を行った。
2.電気特性
基本特性である電気特性を測定した。表1が周波数に対する誘電率ε’と誘電損失tanδの測定値である。比較のため、誘電体材料(ガラスエポキシ基板)の測定も行った。その結果、RP基材の誘電率は約3で、誘電損失は約0.02の電気特性であった。従って、1GHz以下での応用ならば、ガラスエポキシ基板材料とほぼ同等の性能が実現できると考える。また、温度(-20から70℃)に対する電気特性の変化を観察した。低温側では誘電率が小さくなり、高温側では大きくなる傾向を示し、電気信号の伝搬特性は温度特性を持つことが確認できた。特に、50℃以上になるとRP基材の樹脂に軟化傾向が見られ、変形の影響も加わり誘電率が大きく変化するものと考える。
| 周波数 MHz | RP基材 | 誘電体材料 | ||
|---|---|---|---|---|
| 樹脂 | ガラスエポキシ基板 | |||
| ε’ | tanδ | ε’ | tanδ | |
| 10 | 3.2 | 0.02 | 4.2 | 0.015 |
| 30 | 3.2 | 0.024 | 4.2 | 0.012 |
| 50 | 3.1 | 0.022 | 4.1 | 0.011 |
| 100 | 3.1 | 0.023 | 4.1 | 0.012 |
| 300 | 3.0 | 0.023 | 4.1 | 0.011 |
| 500 | 3.0 | 0.022 | 4.0 | 0.01 |
| 700 | 3.0 | 0.02 | 4.0 | 0.013 |
| 1000 | 3.0 | 0.02 | 4.0 | 0.010 |
3.無電解めっき処理条件の検証
無電解めっき処理を行う際のRP基材の耐水性、耐薬品性について検証を行った。耐水性は吸水率に相当するものでガラスエポキシ基板では0.1%、RP基材では1.53%である。比較すると数値は大きいが、めっき処理溶液への浸漬時間は長時間でないことから問題がないと考える。また、耐薬品性の検証では、めっき処理工程を想定し、テストピースを3%水酸化ナトリウム水溶液(40℃)に3分浸漬後と塩酸50mL/L(常温)に2分浸漬後に各々の変色、膨れなど外観の変化を目視等によって評価した。その結果、両溶液共に変色、膨れ等はなかった。また、マイクロスコープにて表面観察した結果、細かい凹凸は見られるが大きい変化はなく、耐薬品性があることが確認できた。(図1、2参照)
上記からめっき処理工程での処理溶液の浸漬時間、浸漬温度を変えて、めっき処理を行った。(図3参照)めっき処理後の表面を蛍光X線分析装置で調べた結果、主としてニッケルが検出されたため導電性皮膜が形成されていると考えられ、テスターによる導通も確認できた。めっき処理条件は溶液浸漬時間、溶液温度等に検討の余地はあるが確立できた。
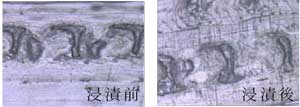 図1 耐アルカリ性(×500) | 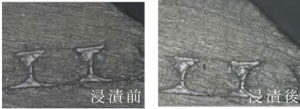 図2 耐酸性(×500) |
 図3 無電解めっき処理 |
4.まとめ
- RP基材は1GHz以下ならばガラスエポキシ基板とほぼ同等の性能が実現できる可能性があるが、使用は40℃以下が良いことが検証できた。
- RP基材のめっきにおける耐薬品性があることが検証できた。
- 無電解Niめっき処理条件は、溶液浸漬時間、溶液温度等に検討の余地はあるが確立できた。