







本文
導電性セラミックス工具を用いた冷間圧延鋼板のドライ角形せん断加工
玉置 賢次[発表者]、中村 健太(機械技術グループ)
1.はじめに
塑性加工では、加工時の摩擦低減や凝着防止等のために潤滑剤を用いている。しかし、潤滑剤は地球環境を汚染する要因となっており、潤滑剤を用いない新しい技術が求められている。この対策として、塑性加工用工具にトライボロジー特性に優れるセラミックスを適用する方法が検討されている。これまでの研究では、せん断加工のドライ加工化として、セラミックス工具を用いたΦ5mmのドライせん断加工を行い、良好な結果を得ている。
そこで、本研究では、抜き形状をより厳しい条件となる角形とし、一辺5mmのドライ角形せん断加工の実用化の可能性について検討した。
2.実験方法
工具材質には、ジルコニア系導電性セラミックス(WC-ZrO2)と、比較のために超硬合金(WC-Co)を用いた。また、工具寸法は、ダイの一辺を5.0mm、コーナー半径を0.5mm、パンチの一辺を4.84mm、コーナー半径を0.5mmとした。ダイ刃先およびパンチ刃先には、0.05から0.10mmのRまたはC面取りを設けた。図1に工具外観写真を示す。
セラミックス工具を用いて連続10万回のドライ角形せん断加工試験を実施した。被加工材は、冷間圧延鋼板(SPCC)、板厚1.0mmとした。潤滑条件は、潤滑剤を塗布しないドライとした。
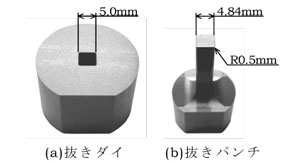
図1 工具外観写真(WC-ZrO2工具)
3.結果・考察
各種工具によるドライ角形せん断加工試験の結果として、ブランクのバリ高さの推移を図2に示す。図2より、WC-ZrO2工具によるバリ高さは、45・m前後で推移しており、ばらつきも比較的小さく安定していた。一方、WC-Co工具によるバリ高さは、平均値で75m程度であり、WC-ZrO2工具に比べて大きめであった。また、ばらつきも大きかった。
図3にパンチ刃先の使用前後での顕微鏡写真を示す。図3より、WC-ZrO2工具は使用前後でほとんど変化がなく、パンチへのSPCCの凝着もほとんど観察されなかった。しかしながら、WC-Co工具はSPCCとの摩擦により生じたと思われるスクラッチ痕が多数観察され、SPCCと摩擦した部分とそうでない部分とで明確に境目が確認された。
よって、どちらの工具も10万回達成したが、WC- ZrO2工具の方が、耐摩耗性に優れていると言える。
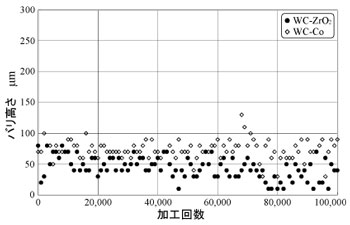 図2 ブランクのバリ高さの推移 | 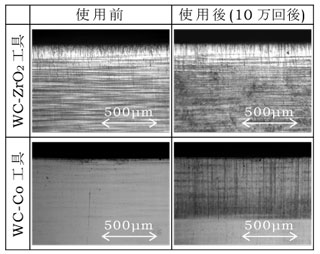 図3 パンチ刃先顕微鏡写真(使用前後) |
4.まとめ
導電性セラミックス工具を用いた冷間圧延鋼板の連続10万回のドライ角形せん断加工が達成され、ドライせん断加工のさらなる実用化の可能性が示唆されたと言える。